

紹興(xing) 供應貼標機貼標機和套標機同屬於(yu) 貼標機械設備,都可以對適用商品進行貼標。但貼標機和套標機之間還有很大的差別,主要是使用的標簽是不一樣的,還有貼標簽的方法也是不一樣。貼標機廠家那麽(me) 這兩(liang) 者之間有什麽(me) 樣的差別呢?一、貼標機和套標機所用的標簽是不一樣的;貼標機是將成卷的不幹膠紙標簽(紙質或金屬箔)粘貼在PCB、產(chan) 品或規定包裝上的設備。套標機用的標簽是一種收縮膜,是將膜套上瓶子後再經過收縮爐收縮才成型。現在很多飲料、礦泉水大多采用的是套標設備。二、貼標的方法不一樣;貼標機貼標方法是采用理瓶機配套自動進瓶過程,連續將卷筒標簽紙撕下,按要求的位置鐵道瓶身上,這種貼標方法貼標美觀、牢固、不會(hui) 自行脫落,生產(chan) 效率高。套標機則是在傳(chuan) 送瓶子過程中,將標簽套在瓶子上,再使用熱收縮或者壓力收縮的方法將標簽收緊,從(cong) 而完成貼標過程。

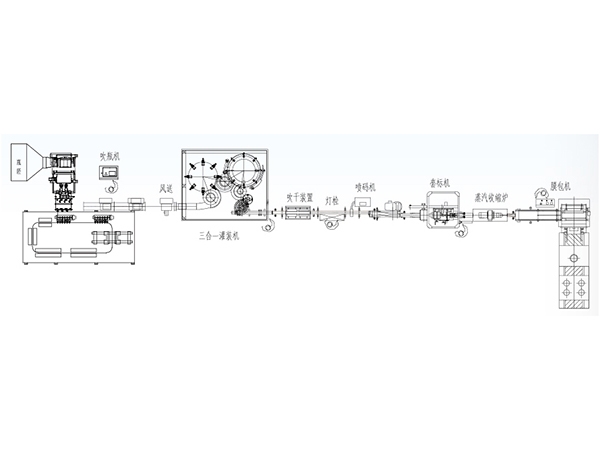
紹興(xing) 貼標機廠家套標機的原理:當輸送帶上有瓶子經過偵(zhen) 測瓶子電眼時,伺服控製的驅動組會(hui) 自動送下一張標簽,同時刷下料輪組會(hui) 刷下一張卷標,此標簽就會(hui) 套入瓶子上。若此時定位偵(zhen) 測電眼位置不正確時,就無法將標簽順利套入瓶子。供應貼標機套標機應用領域廣包括:食品、飲料及製藥行業(ye) 、調味品、果汁、注射針、牛奶、精致油等。技術特性:1.高速穩定,使用壽命長:獨特靈巧化、簡潔化設計在業(ye) 內(nei) 可謂一枝獨秀,這種獨到的設計為(wei) 套標機的高速運作提供了技術上的有力支持。零配件均采用世界知名品牌,特別是電器控製係統部分,為(wei) 對用戶負責,對自己信譽負責,全部采用相關(guan) 控行業(ye) 的頂級產(chan) 品,從(cong) 根本上保證了設備的品質性能,另外它特有的封閉設計,在運作過程中不僅(jin) 對操作者,同時對設備係統本身也起到了良好的保護作用,大大延長了設備的使用壽命。

紹興(xing) 供應貼標機套標機又稱熱收縮膜套標機,是一種將標簽材料套在產(chan) 品外部的一種設備,隨著的人工成本的增加以及機器設備的不斷更新升級,生產(chan) 廠家大都會(hui) 選購自動化程度較高的,此類型設備不僅(jin) 可大大提高生產(chan) 效率更能夠使產(chan) 品的外部包裝更加精確的與(yu) 產(chan) 品完美的結合。1.貼標機廠家重點關(guan) 注熱收縮通道,同步關(guan) 注產(chan) 量,功能恰到好處的熱收縮通道是長期成功運營的關(guan) 鍵所在,熱收縮通道並不僅(jin) 僅(jin) 是在輸送帶上搭建外罩進行加熱。實際上熱收縮通道是精心設計的高水平裝置,每一台熱縮通道都可以依據獨特的包裝線環境和條件而實現定製。實際上,對基於(yu) 技術參數的、不同製造商的加熱通道進行點對點的對比是幾乎不現實的,因為(wei) 熱收縮工藝本身就非常複雜。
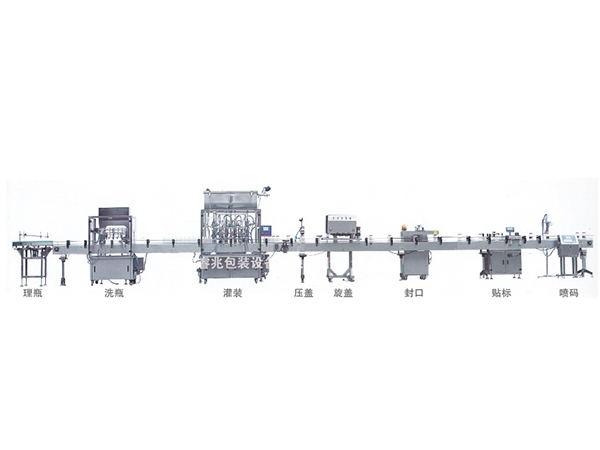
紹興(xing) 供應貼標機自動貼標機工作原理: 貼標機作業(ye) 進程的開始是箱子在傳(chuan) 送帶上以一個(ge) 不變的速度向貼標機進給,由於(yu) 它的便利性給我們(men) 的工作帶來了極大的便利。機械上的固定裝置將箱子之間分隔一個(ge) 固定的距離,並推動箱子沿傳(chuan) 送帶的方向跋涉貼標機的機械係統包括一個(ge) 驅動輪,一個(ge) 貼標輪,和一個(ge) 卷軸。貼標機廠家這時候驅動輪間歇性地拖動標簽帶運動,標簽帶從(cong) 卷軸中被拉出,一同通過貼標輪貼標輪會(hui) 將標簽帶壓在箱子上,就完成了工作。在卷軸上采用了開環的位移控製,用來堅持標簽帶的張力由於(yu) 標簽在標簽帶上是互相嚴(yan) 密相連的,所以標簽帶有必要不斷起停。我們(men) 可以知道標簽是在貼標輪與(yu) 箱子移動速度相同的情況下被貼在箱子上的。當傳(chuan) 送帶抵達了某個(ge) 特定的方位時,標簽帶驅動輪會(hui) 加快到與(yu) 傳(chuan) 送帶匹配的速度,貼上標簽後,再減速到間斷。
紹興(xing) 貼標機廠家貼標機的維護維修竅門:1.壓刷裝置的調整:貼標機標刷的中心對正標簽並且兩(liang) 邊對稱。標刷垂直於(yu) 容器表麵。壓刷橫掃容器的重疊間隙為(wei) :單個(ge) 壓刷為(wei) 10mm~15mm,組合壓刷為(wei) 5mm~10mm。供應貼標機清洗刷距離海綿的位置為(wei) 1mm~2mm。壓瓶頭的調節。壓瓶頭在沒有瓶子時應比有瓶子時低20mm。2.標簽盒的調節:標盒中心線,標站中心軸與(yu) 標簽紙相切,標板中心軸三點成一線,調整標板與(yu) 標簽紙相切(0距離),再將標盒移近1mm~2mm即可。標紙在標盒與(yu) 兩(liang) 邊壓條的間隙應在0.8mm~1mm之間,間隙太大造成標紙在標盒裏移位,出現斜標,間隙太小會(hui) 造成推標不暢。標盒抓標鉤位置的調節:上下、左右的抓標鉤在同一垂直平麵上並且均勻吃力於(yu) 標紙,則可順利抓標。

| 地址 : 上海市嘉定區安亭鎮新黃路136號6幢 |
電話 : 021-39521668 | |
郵箱 : shruizhaopack@163.com |
 | 關注我們 |

